




about us
Located in one of the fastest growing industrial hubs of Delhi-NCR, Pyrocast India Pvt. Ltd. is among the leading suppliers and manufacturers of closed die Aluminum Forging Components in High Strength Alloys.
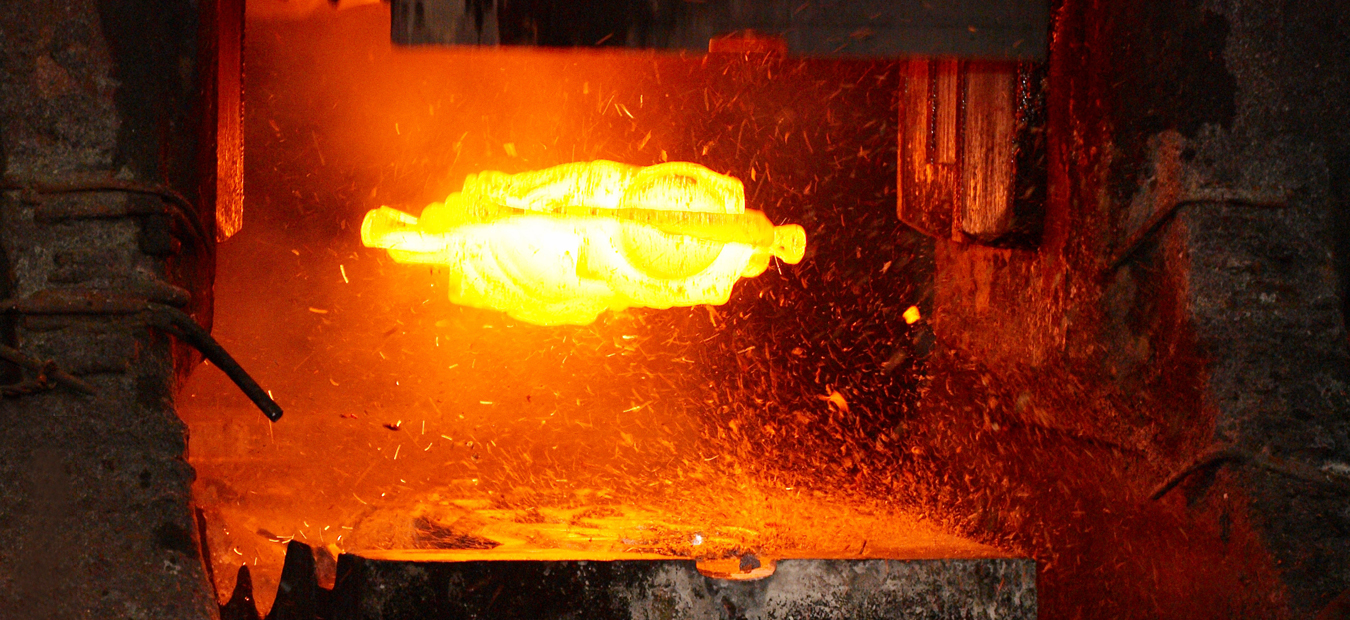
We supply and manufacture Aluminium Forgings, Brass Forgings, Copper Forgings, Industrial Forged Products, Non-Ferrous Forged Products, and Automotive Forged Components on Mechanical Presses and Electric Heating Ovens.
We have consciously steered clear of using oil fired furnace as a voluntary resolution to keep the environment as clean as possible. This is one of the many steps we are engaging in towards becoming a green company.
Read moreOur Services
We provide world-class aluminium, brass and copper forging services across a diverse range of industries and sectors. Our proven expertise, astute project approach and meticulous engineering ability continue to deliver significant cost savings to our clients.
Engineering
Our clients trust us with high quality, high performance parts which have critical engineering applications; hence we follow best engineering practices to fulfill those requirements with excellence.
Inventory Optimization
We implement breakthrough operations strategies to make sure the advantages of an efficient inventory management reach our clients in the form of most competitive prices for their requirements.
Inspection
Our in-house manufacturing facilities are equipped to conduct inspections to ascertain products are within accepted manufacturing tolerances to the sample and guidelines agreed to.
CAD/CAM & 3D modeling
Our internal design team will go the extra mile to ensure that your innovative design is integrated with 3D models simulation to help you optimize size, weight, and performance to your specification.
manufacturing
As an innovative manufacturing company, we continue to invest in our production capabilities to increase our product depth, shorten delivery times and reduce carbon footprints for us and our clients.
material testing
Our team of erudite and experienced material testing engineers offers Total Quality Assurance in materials analysis and testing for accurate predictive information and insights for enhanced quality.
Our Products
Aluminium Forgings, Brass Forgings & Copper Forgings are the three apexes of our business. We supply and manufacture precise Closed Die Forgings according to your requirements in the weight range of 50 grams to 12.0 Kilograms. All our products conform to American, Japanese, German, British & Indian standards.










{kind=link}
Our Clients
We work closely with a wide range of companies- especially OEM and MNC firms- across the globe.

DEFENCE

RAILWAY

AUTO COMPONENTS
ENGINEERING GOODS

HIGH PRESSURE VALVES AND FITTINGS
CYCLE PARTS

HARDWARE
ELECTRICALS
